
MasterCAM2023▄ćŃŖÅ═(f©┤)║ŽĮ╠│╠
╣▓98ąĪ╣Ø(ji©”)
ęčėą190332╚╦īW(xu©”)▀^
2022─Ļ8į┬═Ų│÷
šn│╠Ė┼ę¬
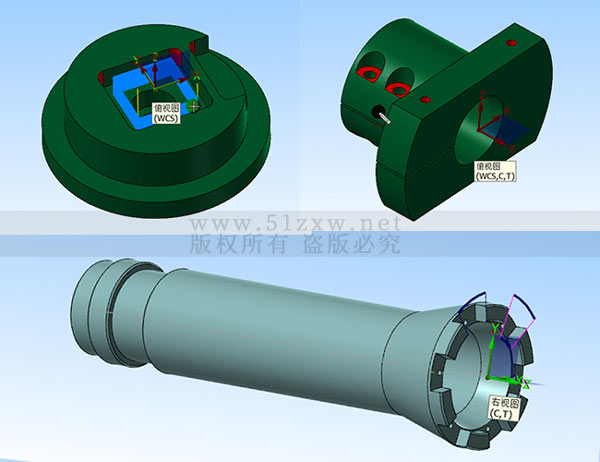
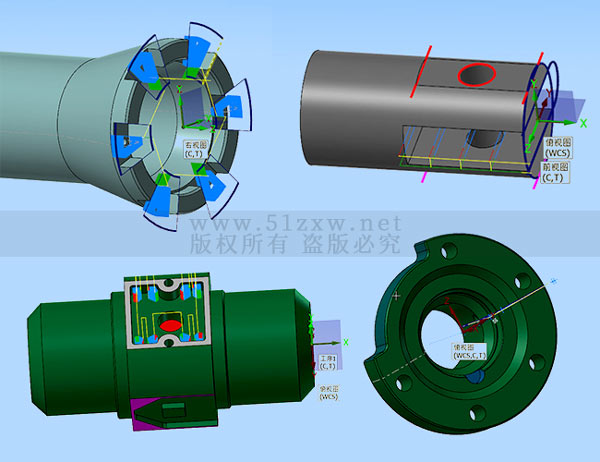
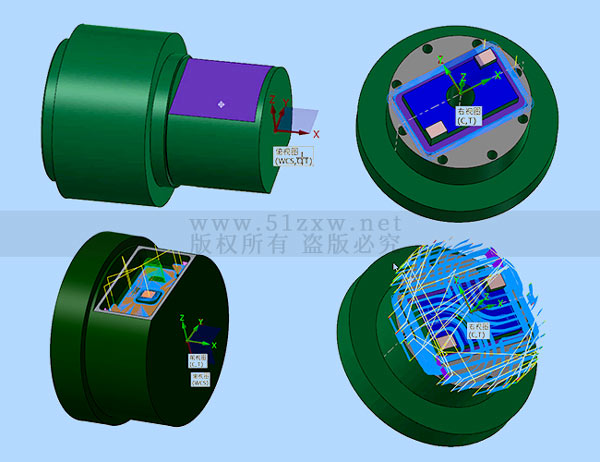
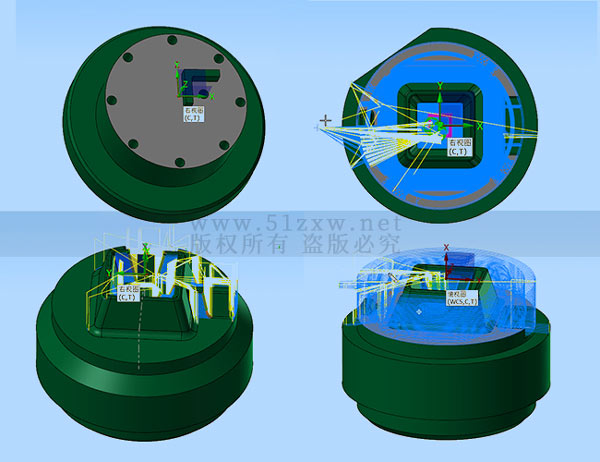
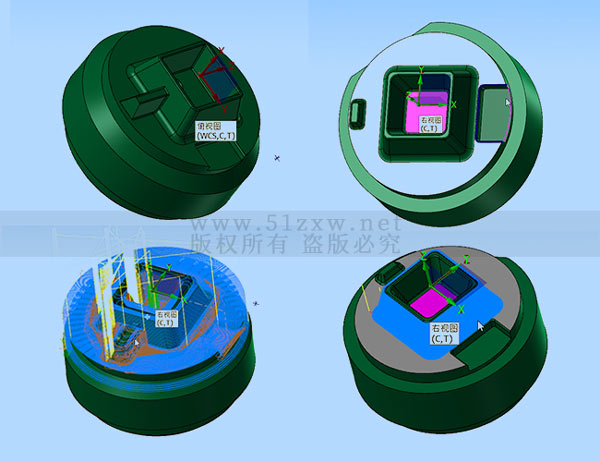
╚²ŠS─Żą═ī¦(d©Żo)╚ļ▄ø╝■,╣ż╦ćĘų╬÷įO(sh©©)ų├├½┼„-äō(chu©żng)Į©ĄČŠ▀-į┘ĄĮĄČ┬ĘŠÄīæŻ¼ęį│§īW(xu©”)š▀ĮŪČ╚裹“Øu▀M(j©¼n)ė╔£\╚ļ╔ŅųvĮŌĪŻūī├┐╬╗īW(xu©”)åTČ╠Ģr(sh©¬)ķg╩ņŽż▄ćŃŖÅ═(f©┤)║ŽŠÄ│╠╗∙▒Š┴„│╠,ÜgėŁ┤¾╝ęīW(xu©”)┴Ģ(x©¬)ŻĪ
Į╠│╠│╠Č╚:
Ė▀╝ē(j©¬)
▄ø╝■░µ▒Š:
MasterCAM2023
╦∙ąĶ╗∙ĄA(ch©│):
MasterCAM╗∙ĄA(ch©│)
▀m║Ž╚╦╚║:
ŠÄ│╠╚╦åT


▄ćŠÄ│╠┼c╣ż╦ćĮ╠│╠")
║ŽĮ╠│╠")
ė├╝╝Ū╔Į╠│╠")









