
UG PC���S���̎���̳�
��45��(ji��)
����38261�ˌW(xu��)�^
2022��11���Ƴ�
�n�̸�Ҫ
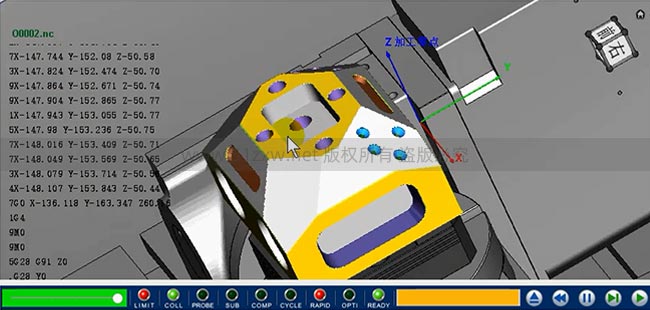
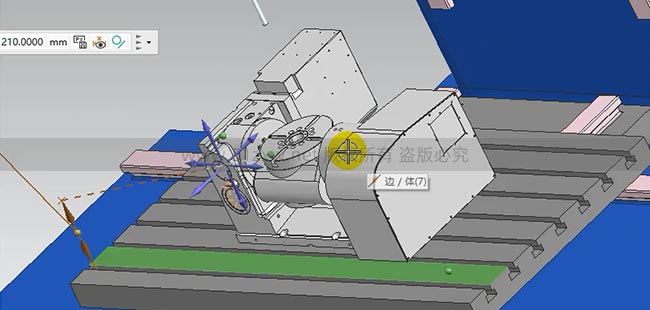
�v�����S�꣬���S���̎�����������ܶ�ͬ�W(xu��)���ܲ��˽���̎�������̎����ͨ�^����(sh��)�\���]��RTCP�C�����F(xi��n)һ������ϵ�ӹ������档�p�p�˾����ˆT���{(di��o)�C�ˆT�Ĺ�������
�̶̳̳�:
��
ܛ���汾:
UGNX2206
������A(ch��):
UG�ӹ����A(ch��)
�m����Ⱥ:
�Cе�O(sh��)Ӌ�ˆT






��")


��܇�������ҕ�l�̳�")








